Custom Exhaust Systems & Fabrication for Performance Builds
Designed and built for projects where off-the-shelf solutions don’t work
Alexander Zyryanov Performance Fabrication
Projects where standard parts don’t fit. Engine swaps, tight engine bays, and one-off engineering solutions.
4. Complex Fabrication
Comprehensive exhaust system solutions, designed from the ground up. Engineered to meet requirements for heat dissipation, responsiveness and durability under heavy loads. These systems will offer superior performance and quality compared to their Chinese equivalents
3. Full Exhaust Systems
Aluminum and stainless piping for turbo builds. Clean routing, proper diameters, and integration with all components.
2. Turbo Piping & Intake Systems
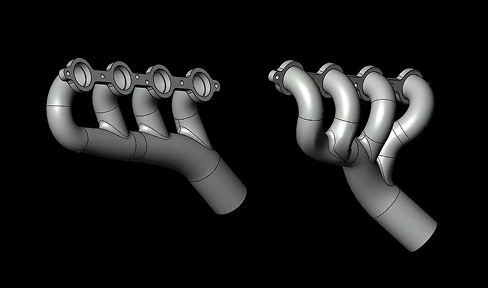
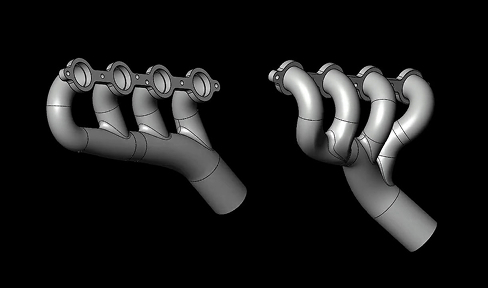
Custom exhaust headers built for specific engines and setups. Equal length, turbo, and complex geometries designed around performance and space constraints.
1. Headers & Manifolds
What we Build
APPROACH
Every project is engineered — not improvised
Clean welding with full penetration, suitable for the nuclear and oil industries. Quality assurance.
[ 04 ] Finish
Heat, pressure, and motorsport conditions are always considered.
[ 03 ) Designed for Load
Tight spaces, complex layouts, and real-world fitment are part of the process.
[ 02 ) Built Around Constraints
Runner length, pipe diameter, and flow are calculated — not guessed.
[ 01 ) Geometry First
Who This Is For
For projects that do not have a unique engine swap or other modifications. For projects where no ready-made solutions exist, but you want the result to be not only beautiful but also of the highest quality
I have experience working with every type of motorsport, and each discipline has its own specific requirements for components. That’s why I understand the conditions a future component will face, and based on that, I know which material or technology to use
(01) Custom builds and engine swaps
An engine swap, such as an LS7, into your boat will require a water-cooled exhaust manifold. A dozen different exhaust manifolds have already been built for engine swaps into various boats designed for Russia’s harsh conditions
(02) Motorsport applications (drift, track, race)
Professional welding services that meet the standards for X-ray or ultrasonic inspection. Proper selection of welding materials, capable of handling all types of welds and various ISO standards
(03) Boat
(04) Manufacturing
SELECTED WORK
Process & Details





















About
Most projects require more than just welding — they require understanding how the system works under real conditions.
The goal is simple: Build systems that fit right, perform under load, and last.
The goal is simple: Build systems that fit right, perform under load, and last.
I specialize in custom exhaust systems and fabrication for performance builds and motorsport.
I work with stainless steel, titanium, aluminum, magnesium, building everything from turbo piping to complex exhaust headers.
I work with stainless steel, titanium, aluminum, magnesium, building everything from turbo piping to complex exhaust headers.
Alexander Zyryanov
Contacts
Privacy Policy
bansta.weld@gmail.com